



 扫一扫
扫一扫



根据精轧管线能量的变化及时调节输出电压和精轧管速度。参数固定后一般不用调整精轧管间隙的控制将精轧管送入精轧管机组,经多道轧辊滚压,精轧管逐渐卷起,形成有开口间隙的圆形精轧管,调整挤压辊的压下量,使精轧管间隙控制在1~3mm,并使焊口两端齐平。如间隙过大,则造成邻近效应减少,涡流热量不足,精轧管晶间接合不良而产生未熔合或开裂。如间隙过小则造成邻近效应增大,精轧管热量过大,造成精轧管烧损;或者精轧管经挤压、滚压后形成深坑,影响精轧管表面质量。
精轧管 的特点就是精密度高,而且不容易生锈。但是并不是说既然精轧管不容易生锈我们平常就不用管它了,直接把它放在一边就可以了。这样做就错了,因为如果精轧管平常不保养的话,它的使用寿命就会缩短,也会给我们精轧管厂带来不必要的损失。
如何对精轧管进行酸洗。对精轧管进行酸洗,在对精轧管进行酸洗时一都会用化学和电解两种方法,这两种方法可有将精轧管管道的氧化皮去除掉。之所以会将其分成两种方法进行原因是由于化学清洗只可以将表面清洁的非常彻底,对于一些细缝中就很难达到人们所想的结果了。



产品各类型号的【20A无缝钢管、】规格齐全,可根据用户需求开发、设计;
工艺标准化【20A无缝钢管、】生产流程,高度机械化、自动化作业,精良制作制造高品质【20A无缝钢管、】产品。
材料【20A无缝钢管、】原材料产品均选用国内优质产品,保证所配套的设备售后无忧。
管理实行ISO9001质量管理体系,标准化生产管理促企业发展。
技术实行严格的四道关质量检验,实行【20A无缝钢管、】行业生产标准:


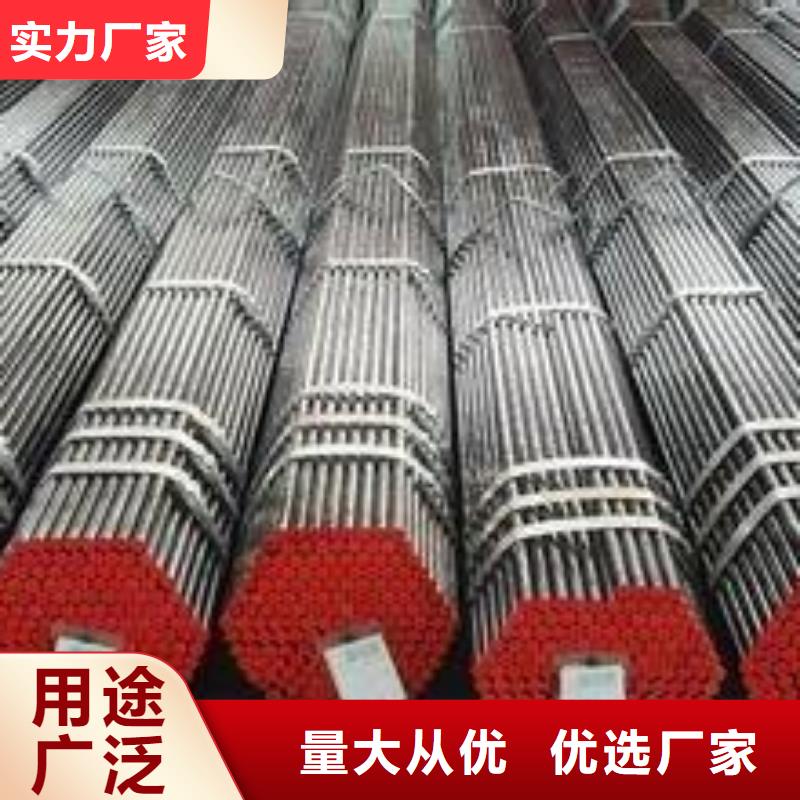
规格:热轧管外径32~630mm。壁厚2.5~75mm。冷轧管外径5~200mm。壁厚2.5~12mm。 外观质量:钢管的内外表面不得有裂缝、折叠、轧折、离层、发纹和结疤缺陷存在。这些缺陷应完全清除掉,清除后不得使壁厚和外径超过负偏差。 钢管的两端应切成直角,并清除毛刺。壁厚大于20mm的钢管允许气割和热锯切割。经供需双方协议也可不切头。 冷拔或冷轧精密 P91精轧管《表面质量》参照GB3639-83。
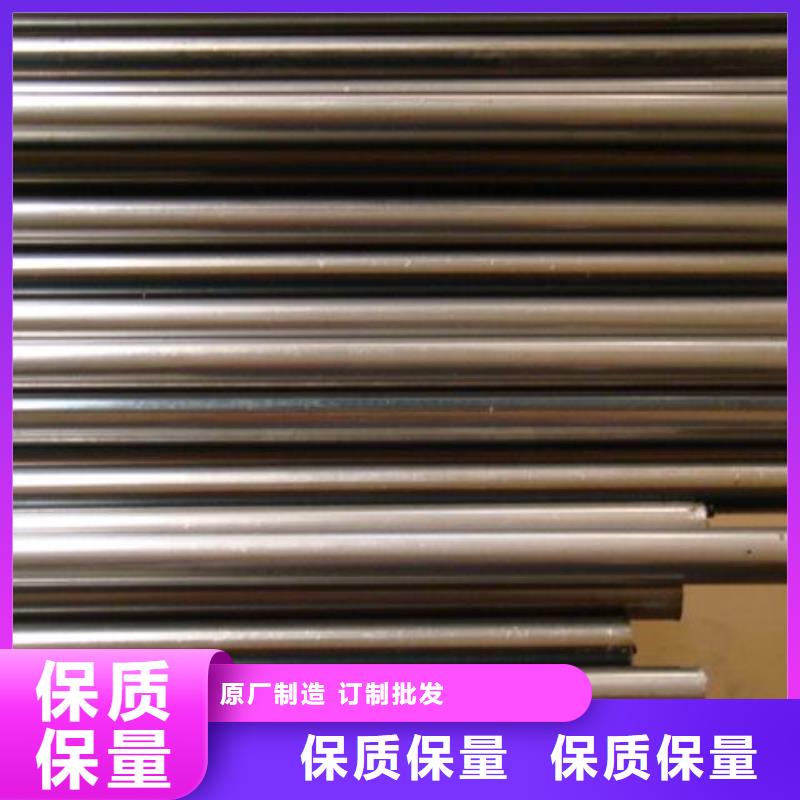
精轧管是用实心管坯经穿孔后轧制的,按生产方法不同可分为热轧管、冷轧管、冷拔管、挤压管等。
精轧管一般在自动轧管机组上生产。实心管坯经检查并清除表面缺陷,截成所需长度,在管坯穿孔端端面上定心,然后送往加热炉加热,在穿孔机上穿孔。在穿孔同时不断旋转和前进,在轧辊和顶头的作用下,管坯内部逐渐形成空腔,称毛管。再送至自动轧管机上继续轧制。 经均整机均整壁厚,经定径机定径,达到规格要求。利用连续式轧管机组生产精轧管是较先进的方法。
若欲获得尺寸更小和质量更好的无缝管,必须采用冷轧、冷拔或者两者联合的方法。冷轧通常在二辊式轧机上进行,钢管在变断面圆孔槽和不动的锥形顶头所组成的环形孔型中轧制。冷拔通常在0.5~100T的单链式或双链式冷拔机上进行。



技术支持:cnwbgg.com